Содержание
120 фото и правила выбора оптимального аппарата
В наше время, наверное, не осталось ни одного человека, который не слышал бы о сварочных инверторах. Они занимают лидирующие позиции, значительно потеснив трансформаторы. Сегодня производители предлагают огромный ассортимент изделий с самыми разными теххарактеристиками.
В данной статье вы узнаете, какие бывают виды сварочных аппаратов инверторного типа и какой сварочный инвертор лучше.
Краткое содержимое статьи:
Достоинства инверторных сварочников
Инверторы стали популярны сразу же после своего появления на рынке. Они высоко ценятся не только специалистами, но и новичками. Это объясняется их следующими достоинствами:
- Высокий уровень КПД (до 95%).
- Лёгкий вес.
- Экономичность.
- Низкая нагрузка на сеть.
- Простота розжига дуги.
- Лёгкость и удобство эксплуатации.
- Минимальное образование брызг расплавленного металла.

- Хорошая манёвренность.
- Доступная стоимость.
- Большой ассортимент моделей.
Таким образом, если вы – обладатель частного домовладения или хозяин загородного дома, то покупка сварочного инвертора для дома для вас обязательна.
Виды инверторных аппаратов
Существуют следующие виды сварочных инверторов:
Ручные дуговые (ММА). Такой вид считается классикой. Принцип его работы – это ручная сварка дугой с использованием электродов. Ручные аппараты для сварки – одни из самых популярных. Во многом это объясняется их низкой стоимостью.
Полуавтоматы. Они более продвинуты. Это идеальный выбор для опытных специалистов. Новичкам он не рекомендован из-за сложных настроек.
Использовать полуавтоматический аппарат советуют в ситуации невозможности получения требуемого результата при применении сварки ММА.
Аргонно-дуговые (TIG). Их отличает универсальность и высокое качество сварных швов. Они позволяют сваривать любые типы металла. Сварочные работы осуществляются за счёт дуги, которая образуется на конце неплавящегося электрода. Подача припоя происходит вручную.
Они позволяют сваривать любые типы металла. Сварочные работы осуществляются за счёт дуги, которая образуется на конце неплавящегося электрода. Подача припоя происходит вручную.
Главный элемент схемы любого сварочного инвертора – импульсный преобразователь, который служит для выработки высокочастотного тока. Именно это объясняет лёгкость зажигания дуги и поддерживания ее стабильности в течение всей сварки.
Правила выбора
Выбирая инвертор, первым делом нужно посмотреть на область использования. На фото сварочных инверторов видно, что они могут быть:
- бытовыми;
- профессиональными;
- промышленными.
Далее необходимо учесть следующие нюансы:
Сварочный ток. Это параметр, при котором инвертор работает нормально, не перегреваясь. При этом учитывается длительность нагрузки в повторно-кратковременном режиме. Для домашнего использования будет достаточно 160-200 А.
Напряжение. Лучше выбирать нечувствительные к перепадам напряжения сварочные аппараты, ведь работая от городских сетей, нельзя избежать колебаний напряжения.
Стоимость. Не стоит выбирать самые дешёвые модели. Они могут быть недолговечны.
Изготовителя. Выбирайте продукцию от проверенных производителей сварочных инверторов.
Мощность. Чем выше данный показатель, тем больше видов работ можно выполнить сварочным агрегатом.
Рабочие температуры. Этот параметр имеет немаловажное значение. Перегрев или переохлаждение могут отрицательно сказаться на инверторе и даже привести к его поломке.
Небольшой диапазон возможных температур увеличивает риск того, что аппарат довольно быстро выйдет из строя. Поэтому лучше остановить выбор на устройствах с как можно большим температурным допуском.
Защитные функции. Инвертор обязан быть оборудован защитой от перегрева, перепада напряжения, замыкания, а также от скопления влаги и пыли.
Рабочий цикл. Он показывает, сколько времени сварочный агрегат должен находиться в работе, а также продолжительность и частоту необходимых перерывов.
Дополнительные функции. Устройству не помешает наличие таких дополнительных функций, как форсаж дуги, антизалипание и др.
Гарантийный срок. Выбирайте аппарат с наибольшей гарантией.
Пригодность к ремонту. Покупая инвертор, нужно заранее продумать свои действия в случае его поломки. Перед приобретением той или иной модели узнайте, как далеко расположены сервисные мастерские и насколько доступны детали.
Фото сварочного инвертора
Также рекомендуем посетить:
115 фото лучших экземпляров и их характеристики
Выбор инструментов для сварочных работ важный и ответственный процесс. Для дома лучше приобрести один раз сварочную установку, чем каждый раз платить специалисту и за аренду оборудования.
Для дома лучше приобрести один раз сварочную установку, чем каждый раз платить специалисту и за аренду оборудования.
Инверторные сварочные аппараты делятся на 2 группы, газовые и электрические экземпляры. Для использования в домашних условиях лучше приобрести электрический, он более безопасный.
Краткое содержимое статьи:
Лучшие фирмы сварочных инструментов
Каждый производитель сварочных аппаратов заслуживает внимания. Все они достойные и делают хорошие инструменты.
Aurora, это фирма, которая выпускает множество различной техники предназначенной для работы в строительстве и ремонте. Сварочные аппараты не исключение, данная фирма производит их в лучшем качестве. Купить технику фирмы Aurora можно в 65 регионах РФ. У каждой техники есть гарантия от 12 до 24 месяцев, что придает спокойствие при покупке.
Фирма Daewoo Корейская и производит технику с 1967 года. Сварочные аппараты и другую технику для строительства данной компании можно купить в онлайн магазинах.
Компания Elitech также производит большое количество аппаратов и инструментов для строительства и ремонта. Качество продукции европейское, поэтому и срок использования большой.
FUBAG немецкая фирма, которая производит качественное оборудование уже больше 40 лет. Торговые точки с товаром этой компании расположены по всей России.
Patriot Американское производство, пользующиеся популярностью с 1970-ых годов. Производит пилы, сварочные аппараты и другие инструменты для строительства.
Ассортимент очень большой, аппараты данной фирмы можно найти любой ценовой категории и соответственно качества. Отличие этой фирмы в том, что все оборудование производится в оранжевых оттенках.
Инструменты производства «Интерскол» самые востребованные в России. Покупатели ценят качество и стоимость продукции.
Как сделать правильный выбор при покупке сварочного аппарата
Необходимо знать ответы на следующие вопросы:
- Какое напряжение, пониженное или нет?
- Как часто будете пользоваться сварочным аппаратом?
- Сколько по времени аппарат будет включен?
- Какая будет толщина металла для сварки?
- Сумма денег, в которую вы готовы уложиться при покупке?
- Сможете ли найти замену сломавшимся деталям?
- Есть ли у вас опыт работы со сваркой?
Судя по ответам можно сделать вывод, какой тип сварочного аппарата вам лучше подойдет.
Действия при выборе
Лучше приобретать инструмент там, где дают возможность опробовать его на месте.
Если у ваших знакомых есть инструмент и вам он нравится, вы уверены, что вам подойдет такой же. То приобретайте в магазине его. Не нужно экспериментировать.
Покупайте аппарат только тогда, когда точно уверены в нем.
Главное при работе со сваркой вы должны обезопасить себя, это значит должен быть подобран правильный сварочный аппарат и должна соблюдаться техника безопасности.
Не стоит приступать к сварке без знаний и понимания, как это все работает. Прочитанной инструкции мало, чтобы научиться работать со сварочным аппаратом.
При выборе аппарата необходимо ориентироваться на тип сварки. При дуговой сварке результат будет зависеть не от аппарата, а от опыта работника. Полуавтоматические сварочные аппараты стоят дороже, но это того стоит.
Лучшие экземпляры
По отзывам пользователей и таким критериям, как мощность, качество электродов, напряжение, вес и т. д определены наилучшие экземпляры сварочных аппаратов. Представленные ниже характеристики помогут принять решение в вопросе, какую марку выбрать.
д определены наилучшие экземпляры сварочных аппаратов. Представленные ниже характеристики помогут принять решение в вопросе, какую марку выбрать.
Ресанта САИ-220. Имеет корпус из алюминия серого цвета, весит около 5 килограмм, имеет высокий класс защиты. Если его уронить, то он выдержит это и будет по-прежнему хорошо работать. Единственный минус этой марки, вентилятор сделан из некачественного материала.
FUBAG IR 200. Является самым лучшим в своей ценовой категории, компактный и легкий.
Форсаж-161. Имеет высокий класс защиты и мощность, благодаря чему процесс сварки проходит быстро.
Можете посмотреть фото сварочных аппаратов перечисленных выше, чтобы посмотреть, как они выглядят внешне.
Фото сварочного аппарата
 youtube.com/embed/rBsaPS6l_XU?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/rBsaPS6l_XU?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Также рекомендуем посетить:
Как выбрать сварочный инвертор: преимущества, разновидности и критерии выбора
Оглавление:
Как выбрать сварочный инвертор: почему именно его нужно выбирать
Типы сварочных инверторов: разновидности и особенности
Какой сварочный инвертор выбрать: на что обратить внимание
Далеко не каждый человек будет задаваться вопросом, как выбрать сварочный инвертор? В первую очередь, это мастеровые люди, которые уже имеют опыт работы со сварочным аппаратом или люди, которые желают научиться его использовать. Это к тому, что к решению данного вопроса человек подходит уже более или менее подготовленным – по крайней мере, он уже точно знает, что хотят приобрести сварочный аппарат, только сомневаются еще, какой именно. По большому счету здесь и думать нечего – однозначно нужен инвертор. А вот какой именно, это уже другой вопрос, с которым нам и предстоит разобраться на этой странице сайта stroisovety. org.
org.
Сварочный инвертор характеристики фото
Как выбрать сварочный инвертор: почему именно его нужно выбирать
На вопрос, почему именно сварочный инвертор является наиболее оптимальным вариантом для дома и не только, ответить можно достаточно просто – все, что для этого нужно, это изучить достоинства сварочного аппарата данного типа и сравнить их с электросваркой старого образца. Более или менее грамотный сварщик дальше поймет все и сам. К таким преимуществам сварочного аппарата инверторного можно отнести следующие моменты.
- Самым важным преимуществом сварочных аппаратов данного типа можно назвать простоту работы с ним. По большому счету, даже новичок в сварочном деле, уделив некоторое время тренировке, сможет производить качественную сварку металлов. Все дело в правильно подобранных параметрах тока, которые и обеспечивают минимальное количество брызг при работе, минимальное количество шлака, легкий розжиг дуги и даже качественную укладку шва.
- Другое немаловажное достоинство сварочных инверторов заключается в наличии массы различных защит – их настолько много, что наличие такого арсенал защиты иногда даже начинает раздражать. Как правило, практически все современные сварочные аппараты защищены от перегрева, скачков напряжения, короткого замыкания и даже от чрезмерно длительной работы, что никак не на руку профессиональным сварщикам.
- Малый вес. В прямом смысле слова сварочный инвертор можно повесить на плече и не то чтобы переносить его таким способом с места на место, а даже производить сварочные работы. Если раньше сварщик носил за собой кучу кабелей, то теперь он носит аппарат с проводами небольшой длины.
- И это еще не все. Попробуйте включить старый сварочный трансформатор в розетку в квартире – если не выбьет пробки или автоматы, то сгорит вся проводка. В отличие от него, любой сварочный инвертор можно подключать к обычной бытовой розетке и при этом не опасаться за то, что с проводкой что-либо случится.
Какие сварочные инверторы лучше фото
 Как правило, практически все современные сварочные аппараты защищены от перегрева, скачков напряжения, короткого замыкания и даже от чрезмерно длительной работы, что никак не на руку профессиональным сварщикам.
Как правило, практически все современные сварочные аппараты защищены от перегрева, скачков напряжения, короткого замыкания и даже от чрезмерно длительной работы, что никак не на руку профессиональным сварщикам.Кроме всего прочего, отдельно хотелось бы выделить и такой фактор, как универсальность – в смысле того, что характеристики сварочного инвертора позволяют работать с любым металлом и любым типом электродов.
Поговорим и о недостатках, без которых тоже не обходится. Во-первых, сварочный инвертор – это электроника, которая требует особого ухода. Такой сварочной аппарат нельзя оставить в пыли и влаге. За ним нужен глаз да глаз и особые условия хранения. В частности, подальше от пыли и влаги. Во-вторых, длина кабелей – ограничение в 5м, которые никак не удастся преодолеть. В-третьих, стоит сварочный инвертор дороже обычного сварочного трансформатора. В принципе, не критично, но для работы на стройке с такими показателями аппарат не подойдет.
Типы сварочных инверторов: разновидности и особенности
Если говорить о типах сварочных инверторов, то среди всего множества подобных аппаратов их можно выделить всего четыре – далеко не каждый из них подойдет для бытового использования.
- Сварочные инверторы типа ММА – ручная электродуговая сварка. Для домашнего использования именно то, что нужно – минимум сложностей в работе и простота в управлении. Да, понадобится некоторая сноровка, но в целом это довольно простые устройства.
- Сварочные инверторы типа TIG – предназначены для производства сварочных работ с помощью вольфрамового электрода в аргоновой среде. Отличный вариант для предприятий, занимающихся производством сложных изделий из цветных металлов и нержавеющей стали.
- Сварочные инверторы класса MIG или MAG. Это полуавтоматы, в которых вместо электродов применяется проволока. Соединение металлов производится в защищенной газом среде – как результат, практически полное отсутствие шлака. Опять-таки, это стационарный сварочный аппарат, который легко переносить с места на место не получится.
- Профессиональные сварочные полуавтоматы инверторного типа. Это производственный вариант, на который вообще можно не обращать внимания, подходя к решению вопроса, какие сварочные инверторы лучше для дома?
Типы сварочных инверторов фото

В принципе, выбор между этими типами инверторов для сварки ясен как божий день. Если вы ищите мобильный аппарат для сварки, то ничего лучше, чем ММА, не найти. Если же говорите о стационарном сварочном оборудовании, то, соответственно, следует обращать внимание на инверторы типа TIG, MIG или MAG. Спросите, что из них выбрать? Здесь уже все зависит от того, с какими металлами вы будете иметь дело.
Если же говорите о стационарном сварочном оборудовании, то, соответственно, следует обращать внимание на инверторы типа TIG, MIG или MAG. Спросите, что из них выбрать? Здесь уже все зависит от того, с какими металлами вы будете иметь дело.
Какой сварочный инвертор выбрать: на что обратить внимание
Первое, что здесь нужно понять, это то, что все продаваемые нынче сварочные инверторы можно разделить на два типа – китайские и не китайские. Ничего не имею против Поднебесной – даже их товар может быть качественным и служить длительное время. Китайцы делают все и в большинстве случаев хорошо, но если оптовик зажал денег, то, естественно, ровно на эту сумму он получает меньше качества. Это что касается китайских сварочных инверторов, приобретение которых можно сравнить в игру в лотерею – кому как повезет и у кого сколько прослужит. Но если говорить о не китайских инверторах, то их, в свою очередь, тоже можно разделить на два типа – отечественные и европейские. Не стоит думать, что последние сварочные инверторы лучше – если уж искать лучший сварочный инвертор для дома, то делать это нужно среди отечественной продукции. На то есть масса веских причин: во-первых, при сравнительно одинаковом качестве доморощенное сварочное оборудование стоит дешевле. Во-вторых, если вскрыть любой европейский инвертор, то наверняка практически вся начинка в нем будет изготовлена в Поднебесной.
На то есть масса веских причин: во-первых, при сравнительно одинаковом качестве доморощенное сварочное оборудование стоит дешевле. Во-вторых, если вскрыть любой европейский инвертор, то наверняка практически вся начинка в нем будет изготовлена в Поднебесной.
Как выбрать сварочный инвертор фото
Это одно. Кроме указанного выше фактора, при выборе сварочного инвертора необходимо уделить внимание следующим моментам.
- Токовые характеристики. Здесь смотря какими электродами вы варите. Для двойки нужен ток до 70А, для тройки – до 140А, ну а для четверки – уже до 180А. В принципе, для бытового использования вполне подойдет сварочный аппарат, который в состоянии выдавать то до 140А – как понимаете, это именно то случай, когда запас лишним не бывает. Смело берите 180А и не прогадаете.
- Допустимые колебания напряжения в электросети – именно в этих пределах сварочный инвертор способен выдавать оптимальный для проведения сварки ток. В принципе, этот предел обычно защищен, но, согласитесь, будет неприятно, если сварка постоянно будет уходить в аварию. Чем шире этот диапазон, тем лучше.
Лучший сварочный инвертор для дома фото
 Чем шире этот диапазон, тем лучше.
Чем шире этот диапазон, тем лучше.В принципе, это все – по крайней мере, что касается технической части. Кроме нее, также следует обратить внимание и на марку производителя (лучше отдать предпочтение проверенным брендам). Не лишним будет уделить внимание такому моменту, как наличие в городе сервисного центра. Возможность проведения сварочных работ в зимнее время при минусовой температуре. Ну и, естественно, наличие различного типа защит – по большому счету, чем их больше, тем лучше. На самом деле, с периодическими отключениями аппарата мириться можно – гораздо обиднее будет, если он сгорит в первые месяцы эксплуатации, благодаря вашей безответственности.
В заключение темы, как выбрать сварочный инвертор, несколько слов по воду силовых характеристик сварочного инвертора. Никогда не знаешь, как повернется жизнь – сегодня сварочный инвертор используется в десятую часть его возможностей, а завтра, глядишь, придется эксплуатировать его по полной программе. Именно по этой причине нужно предусматривать запас возможностей – не стоит брать инвертор с минимальными характеристиками мощности. Лучше приобрести аппарат, как говорится, на все случаи жизни – как минимум он должен иметь возможность выдавать ток до 200А. Такой сварочный инвертор и для дома подойдет, и для серьезного производства тоже сгодится.
Именно по этой причине нужно предусматривать запас возможностей – не стоит брать инвертор с минимальными характеристиками мощности. Лучше приобрести аппарат, как говорится, на все случаи жизни – как минимум он должен иметь возможность выдавать ток до 200А. Такой сварочный инвертор и для дома подойдет, и для серьезного производства тоже сгодится.
Автор статьи Александр Куликов
Устройство сварочного инвертора.
Принцип работы сварочного инвертора
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.

Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
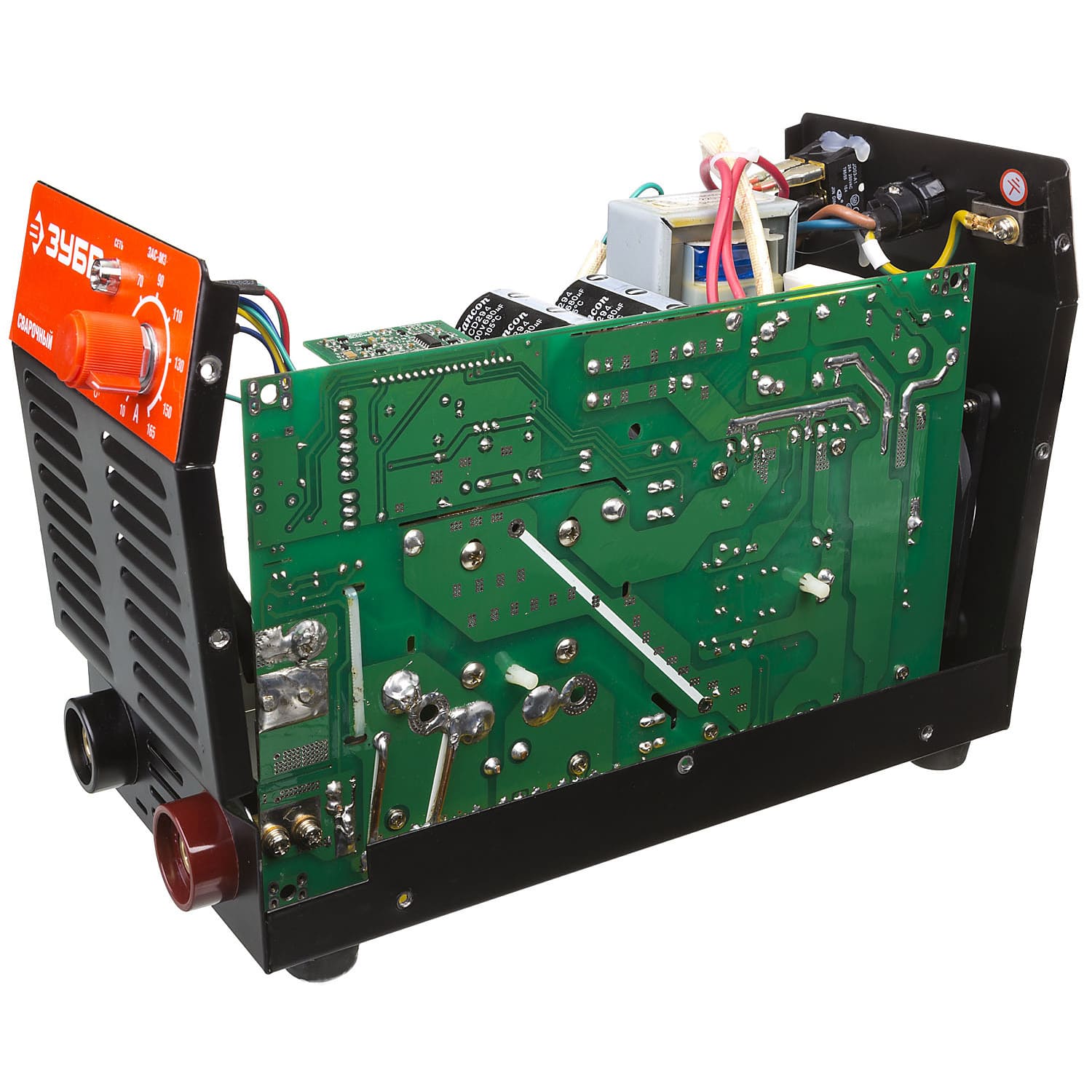
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С0. Это элемент защиты.
фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С0. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя. Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Самый простой сварочный инвертор своими руками: схема, устройство
Инвертор является достаточно сложным инструментом для сварки, который заслужил в последнее время огромную популярность. Отличные рабочие характеристики обусловлены большим количеством технических узлов, в общей массе составляющей одно устройство. Чтобы добиться высокого качества получаемого шва, надежности работы и хороших технических характеристик мировые производители стараются внедрять новые разработки и делать мощную, но при этом экономичную технику. Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Но оказывается, что можно сделать самый простой сварочный инвертор своими руками.
Простой сварочный инвертор своими руками
Естественно, что здесь не стоит ожидать высоких современных характеристик от таких устройств. Но вполне возможно создать все самостоятельно, так как все комплектующие для этого находятся в свободном доступе и при наличии полного комплекта и подходящей схемы можно создать недорогую компактную модель. Здесь нужно осуществить правильный подбор, исходя из расчетов мощности и других параметров. Иными словами, все детали должны быть взаимосовместимы друг с другом, как по своему типу, так и по параметрам. К примеру, самой уязвимой частью устройства являются транзисторы, поэтому, к их выбору стоит подходить с особым вниманием.
Преимущества
- Простой сварочный инвертор своими руками обходится значительно дешевле, чем готовые модели сварочных аппаратов;
- При самостоятельной сборке намного легче ремонтировать технику, если с ней случатся какие-либо неполадки;
- Можно самостоятельно регулировать комплектацию, исходя из предпочтений, технических требований и бюджета.

Недостатки
- Простой сварочный инвертор, сделанный своими руками, оказывается не столь надежным в работе, даже в сравнение с бюджетными видами техники;
- На создание аппарата придется потратить значительное количество времени, что не всегда экономически выгодно;
- Здесь отсутствуют дополнительные функции, которые помогут улучшить качество создаваемого шва;
- Техника обладает узким диапазоном регулировки сварочного тока и прочих параметров;
- Как правило, в них присутствуют проблемы с системой охлаждения;
- Корпус создается не столь безопасно, как в заводских моделях, так что использование подобных устройств может оказаться опасным для жизни.
Устройство и схема простого инвертора
Схема простого сварочного инвертора помогает определиться, что именно должно входить в состав устройства. Естественно, что это является не единственным вариантом и возможны замены. Некоторые предпочитают создавать более сложные варианты, основываясь на схемах готовых заводских моделей, таких как сварочный инвертор Сварог Pro Arc 180 или Ресанта 250, внося свои изменения. Здесь представлена наиболее простая для самостоятельного воплощения схема.
Здесь представлена наиболее простая для самостоятельного воплощения схема.
Схема простого инвертора
Методика расчета
Перед тем как начать делать самый простой инвертор сварочный, нужно рассчитать его мощность. Это делается путем умножения силы тока , которой должно обладать устройство, на напряжение, при котором будет гореть дуга. К примеру, для тока в 160 А, который будет возможен на напряжении дуги в 24 В, мощность должна быть 3840 Вт.
Даже простой сварочный инвертор на одном транзисторе может иметь коэффициент полезного действия в 85%. Таким образом, мощность перекачиваемая транзисторами должна составлять 4517 Вт
Исходя из этой величины, можно определить силу тока, коммутируемую транзисторами во время работы. Чтобы это осуществить, следует найти разделить мощность на напряжение в сети. 4517/220 = 20 А.
Чтобы при 20 А можно было поддерживать напряжение в 220 В, в схеме должен присутствовать фильтр емкостью 100 мкФ. Если через транзисторы проходит большой ток, то он начинает нагревать их. Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Как правило, скорость отвода тепла при помощи радиаторов является недостаточной, а перегревание приведет к разрушению техники. Чтобы избежать подобных неприятностей, транзисторы стоит подбирать с запасом, чтобы их рабочий ток при 1000 градусов Цельсия составлял, как минимум, 20 А.
Простой в повторении и изготовлении сварочный аппарат должен иметь напряжение на транзисторах не более, чем напряжение в источнике питания. Очень важным параметром является частота транзисторов. Для представленных выше параметров подходят изделия с частотой в 100 кГц. Напряжение на них должно быть 500 В. Это могут быть как обыкновенные полевые, так и IGBT транзисторы. Единственной проблемой при их установке является отсутствие специального крепежа.
Чтобы транзистор нормально работал, между его открытием и закрытием должна выдерживаться пауза. Время паузы должно быть около 1,2 мс. Исключением можно считать только транзисторы Mosfet, пауза в которых допускается в 0,5 мс.
Необходимые инструменты и материалы
Для того, чтобы создать простой сварочный инвертор на одном транзисторе, следует иметь следующий набор инструментов:
- Набор отверток;
- Вольтметр;
- Мультиметр;
- Паяльник;
- Осциллограф.

Это основные инструменты, при помощи которых происходит сборка, контроль и измерения. Помимо этого следует иметь еще материалы, которые нужны будут для создания самого аппарата. Для этого понадобятся:
- Резисторы с различным уровнем сопротивления;
- Катушка индуктивности;
- Конденсаторы;
- Оптопара;
- Стабилитрон;
- Выпрямительные диоды;
- Диоды Шоттке;
- Трансформатор с двумя обмотками;
- Реле;
- Подстроечные резисторы;
- Диодный мост;
- Защитные диод;
- Линейный регулятор;
- Вентилятор системы охлаждения;
- Преобразователь переменного тока в постоянный.
Технология изготовления и рекомендации по настройке
Следует подать ток на схему, чтобы проверить, как срабатывает реле замыкания резистора. Далее идет проверка платы ШИМ, есть ли в ней прямоугольные импульсы, которые могут появляться после того, как сработает реле. Если импульсы имеются, то их ширина, в соотношении с нулевой паузой должна составлять 44%.
Нужно убедиться, что напряжение на транзисторах не превышает допустимое, иначе все это может привести к поломке. Затем питание подается на диодный мост, чтобы проверить правильность его изготовления и работоспособности.
Проверка напряжения на транзисторе
Во время настройке нужно убедиться в правильности намотки трансформатора, а также в его корректном подключении и возможности управлять им. Это один из основных элементов, задающих регулировку параметров, но в то же время самый сложный по исполнению за счет наличия обмотки.
Намотанный вручную трансформатор в 100 витков
Техника безопасности
Все процедуры должны производиться только при отключенном электропитании. Каждую деталь желательно измерить заранее, чтобы во время включения она не сломалась из-за перенапряжения. Во время работы следует соблюдать основные правила электробезопасности.
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Автомобильные новинки на «Белагро-2021»: рассматриваем, изучаем, оцениваем
В первый день лета под Минском начала свою работу 31-я Международная специализированная выставка «Белагро». В этом году она проводится на площадке Выставочного центра Китайско-белорусского индустриального парка «Великий Камень».
Отечественный автопром на «Белагро-2021» представляет продукция Минского автозавода. На стенде предприятия есть как уже зарекомендовавшие себя модели, ставшие надежной опорой белорусского села, так и новинки. С новой техники и начнем.
МАЗ: еще больше самосвалов, еще больше «Вейчай»
На выставке дебютирует 6-тонник МАЗ-458121 (4х2) – это самосвал с допустимой общей массой 12.500 кг, который получил новый 185-сильный двигатель Weichai Power WP4.1NQ190E50. Китайский мотор на 15 сил мощнее устанавливавшегося ранее ММЗ Д-245.35Е5 и имеет такой же максимальный крутящий момент (670 Н·м). Коробка передач – 6-ступенчатая Fast Gear 6J76TA.
Китайский мотор на 15 сил мощнее устанавливавшегося ранее ММЗ Д-245.35Е5 и имеет такой же максимальный крутящий момент (670 Н·м). Коробка передач – 6-ступенчатая Fast Gear 6J76TA.
Платформа у нового самосвала с трехсторонней разгрузкой – то что надо для сельского хозяйства. Ее внутренние размеры – 3480 х 2400 х 950 мм. Объем без надставных бортов – 8 куб.м. Масса самосвала в снаряженном состоянии – 6600 кг. Технически допустимая грузоподъемность составляет 5900 кг – это почти на 2000 кг больше, чем у хорошо известного «сельхозника» МАЗ-4571N2.
Самосвал МАЗ-65012J-8335-000 (6х4) с двусторонней боковой разгрузкой уже демонстрировался на «Белагро» в прошлом году, но по-прежнему считается новинкой в модельном ряду Минского автозавода. Его отличительная особенность – облегченная конструкция. Технически допустимая общая масса МАЗ-65012J составляет всего 25.000 кг. По осям она распределяется следующим образом: на переднюю – 7000 кг, на тележку ведущих мостов – 18. 000 кг. Модель актуальна в случаях, когда ограничения по осевой нагрузке играют решающую роль: все хотят грузить по максимуму, но не все дороги и мосты могут выдержать повышенные нагрузки. Самосвал также комплектуется двигателем Weichai Power – в данном случае это 400-сильный WP10h500E50. С ним в паре работает 12-ступенчатая коробка передач Fast Gear 12JS200TA. МАЗ-65012J может буксировать прицеп массой 19.000 кг.
000 кг. Модель актуальна в случаях, когда ограничения по осевой нагрузке играют решающую роль: все хотят грузить по максимуму, но не все дороги и мосты могут выдержать повышенные нагрузки. Самосвал также комплектуется двигателем Weichai Power – в данном случае это 400-сильный WP10h500E50. С ним в паре работает 12-ступенчатая коробка передач Fast Gear 12JS200TA. МАЗ-65012J может буксировать прицеп массой 19.000 кг.
Самосвальную линейку Минского автозавода на «Белагро-2021» также дополнили еще две универсальные модели, которые востребованы в аграрном секторе. Это, во-первых, МАЗ-555026-4585-000 (4х2) с 300-сильным двигателем Weichai Power WP7.300E51. Он может перевозить груз массой 9900 кг и буксировать прицеп массой 18.000 кг. Данная модель оборудована платформой с трехсторонней разгрузкой объемом 12,5 куб.м.
Во-вторых, это МАЗ-6501C9-575-000 (6х4) с технически допустимой общей массой 33.500 кг. Данный самосвал может перевозить как строительные, так и сельскохозяйственные грузы массой 20. 300 кг. Объем платформы с трехсторонней разгрузкой может варьироваться от 11 до 14 куб.м (с надставными бортами). Автомобиль оснащен 422-сильным российским двигателем ЯМЗ-653.10 и 12-ступенчатой коробкой передач Fast Gear 12JS200TA.
300 кг. Объем платформы с трехсторонней разгрузкой может варьироваться от 11 до 14 куб.м (с надставными бортами). Автомобиль оснащен 422-сильным российским двигателем ЯМЗ-653.10 и 12-ступенчатой коробкой передач Fast Gear 12JS200TA.
Супермолоковоз из Гродно
Еще одна новинка в линейке Минского автозавода – изотермическая автоцистерна-молоковоз АЦИП-14,5 на шасси МАЗ-631028-8525-081 с колесной формулой 6х2. Третья подъемная ось экономит топливо и шины при движении порожняком, что в случае перевозки молока может составлять половину пробега. Еще одна интересная особенность данного молоковоза – пневматическая задняя подвеска.
Цистерна изготовлена на Гродненском механическом заводе (ГМЗ), который с 2012 года входит в холдинг ПО «БЕЛАВТОМАЗ». В ней можно перевозить не только молоко, но и другие пищевые жидкости плотностью не более 1030 кг/куб.м. Номинальная вместимость – 14,5 куб.м (до этого ГМЗ производил пищевые цистерны вместимостью максимум до 12 куб.м).
Цистерна состоит из трех секций, каждая из которых оборудована горловиной с откидной термоизолированной крышкой с дыхательным клапаном, сливным устройством с ручным управлением. Сливной трубопровод сведен в один коллектор DN50 с затвором дисковым на конце и штуцером резьбовым и выведен сзади. Материал цистерны – сталь Aisi 3,4 (зеркальная). Вид изоляции – пенополиуретан. Материал подрамника – углеродистая сталь с покрытием Ц9. Запорная арматура и донные клапаны изготовлены из нержавеющей стали. Площадка обслуживания установлена с двух сторон цистерны. Предусмотрены дополнительные опции: системы промывки каждой секции; трубопровод DN65; покрытие подрамника эмалью; насос НР-10.
Автомобиль МАЗ-631028 оснащен 423-сильным двигателем Weichai Power WP 12.430Е50 и 16-ступенчатой механической коробкой передач ZF 16S2520 TO. Технически допустимая масса автоцистерны – 28.000 кг (распределение по осям: 9000+11.500+7500 кг). Длина автоцистерны – 9950 мм, высота – 3520 мм. Кабина – большая, с низкой крышей и одним спальным местом.
Пассажирская тема МАЗа
Пассажирский автобус среднего класса МАЗ-257030 предназначен для пригородных маршрутов и может использоваться также в качестве служебного. Серийное производство этой машины началось в 2019 году. На сегодняшний день изготовлен 41 такой автобус (без учета полсотни «школьников» МАЗ-257S30, выпущенных в 2016-2019 гг.). Кроме Беларуси, уже были поставки в Россию, Украину и даже Монголию.
МАЗ-257030 оснащается 168-сильным турбодизелем Cummins ISF 3.8s 5168 и механической 6-ступенчатой коробкой передач Fast Gear 6J70T. Но, как рассказали Автобизнесу представители ОАО «МАЗ», уже готовится модификация с более мощным двигателем Weichai Power WP4.1NQ190E50, который будет выпускаться СП «МАЗ-Вейчай» в парке «Великий Камень».
Автобус МАЗ-257030 рассчитан на перевозку 31 пассажира, при этом в салоне пока только сидячие места. Тем не менее вскоре появится более вместительный вариант, который сможет перевозить и стоящих пассажиров. Такая модификация получит новый задний мост повышенной грузоподъемности, что позволит увеличить технически допустимую массу автобуса.
МАЗ развивает легкий класс
На «Белагро» также демонстрируются новинки ОАО МАЗ» в легком классе – специальные автомобили с технически допустимой массой 3,5 тонны, что позволяет управлять ими водителям с «правами» категории «В» и освобождает от оплаты за проезд по платным дорогам.
Вот такую передвижную ремонтную мастерскую на базе микроавтобуса МАЗ-281040 выпускает завод «МАЗ-Купава».
«Ремлетучка» получила имя «Купава-233150». Она имеет пассажирский салон и отделенный от него глухой перегородкой грузовой отсек. Автомобиль может с комфортом перевозить бригаду из семи человек: двое размещаются на сиденьях рядом с водителем, пятеро – в креслах в пассажирском отсеке. Здесь же предусмотрен складной столик и стационарный отопитель салона.
В грузовом отсеке размещено специальное оборудование: генератор автономный мощностью 5 кВт; верстак слесарный с возможностью его быстрого демонтажа/монтажа с наличием ячеек для хранения инструмента; тиски слесарные; набор слесарного инструмента в кейсе; угловая шлифовальная машинка на отрезной круг диаметров 125 мм; дрель, шуруповерт и электрогайковерты в кейсах; инвертор ММА сварочный; домкрат бутылочный грузоподъемностью 20 тонн. Перегородка, колесные арки, боковые стенки на высоту 650 мм и пол обшиты листовым рифленым алюминием. Предусмотрены освещение грузового отсека, автономный отопитель, защита окон специальной сеткой, наружный прожектор в задней части.
А это МАЗ «Брестмаш» 343004 – грузопассажирский автомобиль, переоборудованный из фургона МАЗ-365022. Помимо 7 пассажиров он может перевозить 650 кг груза.
Напомним, что сборка микроавтобусов МАЗ-281040 и фургонов МАЗ-365022, которые являются лицензионными копиями китайской модели JAC Sunray образца 2010 года («Санрэй» – «Солнечный луч»), налажена на заводе «Брестмаш» (входит в состав холдинга «БЕЛАВТОМАЗ»). Машинокомплекты для сборки поставляет китайская госкорпорация JAC Motors.
Как и базовые МАЗ-281/365, все производные на их основе модификации комплектуются турбодизелем JAC HFC4DE1-1D (2,7 л; 149,5 л.с.; Евро-5) и механической 6-ступенчатой коробкой передач JAC LC6T32. Максимальная скорость – 100 км/ч. Габаритные размеры: длина – 6000 мм; ширина – 2100 мм; высота – 2800 мм.
В список стандартного оборудования входят бортовой компьютер, многофункциональное рулевое колесо, круиз-контроль, парктроник задний, кондиционер, электростеклоподъемники, электропривод зеркал, центральный замок, магнитола (МР3, USB, AUX). Как рассказали Автобизнесу представители ОАО «МАЗ», с недавних пор все собираемые в Бресте машины начали проходить дополнительную антикоррозионную обработку кузова.
Все маршрутки должны быть такими!
Посетителей «Белагро-2021» ожидал и вот такой сюрприз – новейший микроавтобус «ГАЗель City», главное предназначение которого – работа маршрутным такси в городе.
«ГАЗель Next Citiline» больше не производится. Фото «Группы ГАЗ»
«ГАЗель City» пришел на смену каркасно-панельному «ГАЗель Next Citiline», который выпускался с 2014 года (да-да, эта модель уже снята с производства).
Принципиальное отличие «ГАЗель City» от своего предшественника – низкий уровень пола в центральной части и наличие накопительной площадки. Этого удалось добиться благодаря лонжеронам оригинального профиля. Новый микроавтобус соответствует требованиям программы «Доступная среда»: через широкий дверной проем (1100 мм) по специальному пандусу в салон могут подняться люди с детской коляской и маломобильные пассажиры. Створки двери сделаны выносными с электроприводом – они не мешают свободному проходу пассажиров.
Автобус «ГАЗель City» (заводской индекс ГАЗ A68R52) рассчитан на перевозку 22 пассажиров и выпускается в нескольких вариантах компоновки салона. На «Белагро-2021» демонстрируется вариант с 17 сидячими местами (3 из них – откидные). Еще 5 пассажиров могут ехать стоя – внутри предусмотрены потолочные поручни.
Водитель отделен от салона специальной перегородкой, тем не менее он может легко контролировать посадку и высадку пассажиров. Сиденье водителя имеет анатомическую форму, 5 степеней регулировки и подлокотник. Рулевая колонка регулируется по углу наклона.
«ГАЗель City» – это представитель новейшего семейства легких коммерческих автомобилей «ГАЗель NN» с улучшенным дизайном экстерьера и интерьера.
Новая форма кузова позволила изменить угол наклона лобового стекла до 45°, что улучшило аэродинамические свойства автобуса при скорости выше 80 км/ч. Среди других важных новаций – пневмоэлементы в задней подвеске, которые дополняют листовые рессоры и значительно повышают плавность хода и управляемость; задний мост повышенной грузоподъемности; эффективная тормозная система с дисковыми тормозными механизмами на всех четырех колесах.
Автобус оснащается турбодизелем Cummins ISF 2.8 мощностью 139,7 л.с. Двигатель работает в паре с пятиступенчатой механической коробкой передач. Габаритные размеры у City такие: длина — 6620 мм; ширина — 2200 мм; высота — 2720 мм. Колесная база — 3950 мм.
И кран, и вышка, и бур
Кроме нового автобуса малого класса, на стенде ОАО «УКХ «БелГАЗавтосервис» (представляет «Группу ГАЗ» в Беларуси) демонстрировался бортовой грузовик повышенной проходимости «Садко Next» (ГАЗ C41A23-20), оборудованный кран-манипуляторной установкой с тросовым приводом крюка Taurus 035A. Такая спецмашина будет полезна строителям, электромонтажникам, грузоперевозчикам.
Стрела КМУ имеет 5 секций и в сложенном виде способна выполнять погрузку и выгрузку грузов весом до 3,5 тонны. Максимальный вылет стрелы составляет 12,5 метров. Кран-манипулятор комплектуется системой защиты, верхним постом управления оператора и четырехточечными гидравлическими аутригерами.
Маленькие, да удаленькие
«БелГАЗавтосервис» также представил на «Белагро-2021» два фургона из семейства «ГАЗель Next».
Изотермический фургон на шасси грузовичка ГАЗ A31R32 может вместить до 8 еропаллет (внутренние размеры кузова – 4200х2100х2000 мм). Полная масса автомобиля – 3500 кг, грузоподъемность – 1000 кг. Данная модель комплектуется 149,6-сильным двигателем Cummins ISF 2.8s5R148.
Цельнометаллический фургон ГАЗ A31R32 имеет грузоподъемность 915 кг. Объем грузового отсека составляет 13,5 куб.м. Погрузочная высота – 721 мм. Автомобиль оснащен 120-сильным турбодизелем Cummins ISF 2.8s5161.
Фотогалерея сварки: Металлообработка и скульптура
Станки
PrimeWeld обеспечивают удивительную точность в сочетании с прочностью промышленного уровня. Убедитесь сами в нашей фотогалерее.
классический
Повороты во всех правильных местах
Начинает формироваться
Micro Welds
Золотой Ткач
Турбо-коллектор
Мы счастливы сделать это
Подарок
Сварка на высоте
Любовь
Сварка в море
Сварочные конструкции
Скульптурная скамья
Инновации
Сиденье бомбардировщика из нержавеющей стали с некоторыми бывшими в употреблении автомобильными деталями
Удивительная работа
Получил Hella Creative с этой Уотергейт / змеей, которая обвивается вокруг выхлопной трубы
Удивительная работа
Зона BB под предварительную окраску.Гораздо интереснее перед порошковым покрытием
Горячекатаный прокат начнется с рабочего дня
Невероятное
Добавление цветов при сварке
Превосходство
Сварка и согласование
Допинг или нет
Розетка сделана в позиции
Сварка Archer Fabrication
Даймы в стопку
Твистер
Режим зверя !!!
Еще один сварочный комплект Hyper Cube
Установка для испытания сварных швов в аэрокосмической отрасли проект
В упаковке
Отличные вещи
Немного угольного действия
Идеальная сварка
Смешанные, текстурированные и законченные
Избавление от улик
Теперь это смешивание
Твердый стержень
угловой шов
Только разогревается
Пусть наступают хорошие времена
Труба для обработанного воздуха
Действительно отличная сварка
сварка TIG
Плетем как машину
Белый цвет на этом сварном шве
Все мазки !!!
чертовски здорово
Посмотрите на эти капли
Прямое переплетение
Двукрылый дракон
Начинает формироваться
Морские коньки в стиле стимпанк
Прямая сука
Превосходно 1 12 сварных швов
Ад, да !!!
Дорога из желтого кирпича
X-образная трубка из титана
3 вида сварного шва
Углерод
Пробираясь через понедельник
настоящая жестокость мазка
Примыкание крыши
Идеальная сварка
Корневой проход на некоторых дверных петлях
Плиты настила на точке
Weldicious
Лампа
Art Welding
Core Art
Удивительный сварочный дом
Точность по латтину
распускаются швы
Двукрылый дракон
Pretty Rad
Сварка моста Золотые Ворота
некоторые удивительные выхлопные работы
Отрезать валок, затем сварить
Аппарат для аргонной сварки
Изображения
Новым пользователям предоставляется скидка 60.Доступный и поиск среди миллионов изображений, изображений и векторных изображений без лицензионных отчислений.
Производители и поставщики аппаратов для дуговой сварки также предлагают в Индии сварочные аппараты MIG.
Изображения сварочного аппарата для аргона . Загрузите стоковые фотографии сварки аргоном в лучшем агентстве стоковой фотографии с миллионами высококачественных стоковых фотографий и картинок без лицензионных отчислений по разумным ценам.Загрузите 623 стоковых фотографии сварщика аргона бесплатно или по удивительно низкой цене. Найдите идеальную исходную фотографию аргона. В ассортимент нашей продукции входят аппараты для дуговой сварки, аппараты для плазменной резки, аппараты для точечной сварки, аппараты для сварки TIG и сварочные аппараты SPM. 123267534 стоковых фото онлайн. 120442275 стоковых фото онлайн. Загрузите 433 стоковых фотографии работы сварщика аргона бесплатно или по невероятно низким ценам. Скачать стоковые фотографии аргонной сварки. Не нужно регистрироваться, купите сейчас. Производители сварочных аппаратов в фаридабаде.Аппараты электросварочные аппараты точечной сварки, аппараты сварочные аппараты точечные сварочные аппараты лазерной сварки. Сварочный аппарат MIG для дуговой сварки. Ежедневно добавляются тысячи изображений. Новым пользователям предоставляется скидка 60. Redbo New DC Inverte TIG 200IGMMA MOS сварочный аппарат аргонный сварочный аппарат для продажи.
Redbo 2017 инверторный сварочный аппарат аргонный сварочный аппарат. Ограниченная по времени распродажа, легкий возврат. Digirob — это 7-осевой роботизированный аппарат для плазменной резки, сварочный аппарат для аргона на основе куки с вытянутой рукой, с возможностью плазменной резки стали и более, если это необходимо, а также для сварки большинства видов металлов.Дешевый аппарат для аргонно-дуговой сварки покупайте качественный сварочный аппарат непосредственно у поставщиков аппаратов для дуговой сварки китая. Мини ювелирный сварочный аппарат электросварочный импульсный сварочный аппарат с 1 дополнительным электродом. Аппарат для аргонодуговой сварки модифицированный аппарат для холодной сварки печатная плата имитация цветной точечной сварки Контроллер для точечной лазерной сварки пользуется бесплатной доставкой по всему миру. Stock photography by tatiana53 0 0 контрольный образец аргонодуговой сварки труб из углеродистой стали stock image by shinobi 0 0 плазменная резка cnc machine stock image by jordache 7 317 сварщик ремонтирует глушитель аргонной сваркой фотографии vvoennyy 0 1 вид рабочего в защитной маске, делающей аргон сварочные фото от wisky 0 0 element of.Огромная коллекция потрясающий выбор 100 миллионов высококачественных доступных изображений RF и RM.
Как выполнять сварку — Сварка MIG: 11 шагов (с изображениями)
Сварочный аппарат MIG состоит из нескольких частей. Если вы откроете один из них, вы сможете увидеть что-то похожее на то, что изображено ниже.
Сварщик
Внутри сварочного аппарата вы найдете катушку с проволокой и ряд роликов, которые проталкивают проволоку к сварочному пистолету. В этой части сварочного аппарата мало что происходит, поэтому стоит уделить минуту и ознакомиться с различными частями.Если по какой-либо причине механизм подачи проволоки заедает (это случается время от времени), вам следует проверить эту часть устройства.
Большую катушку проволоки следует удерживать натяжной гайкой. Гайка должна быть достаточно тугой, чтобы катушка не раскрутилась, но не настолько, чтобы ролики не могли вытащить проволоку из катушки.
Если вы проследите за проволокой с катушки, вы увидите, что она входит в набор роликов, которые стягивают проволоку с большого рулона. Этот сварочный аппарат предназначен для сварки алюминия, поэтому в него загружена алюминиевая проволока.Сварка MIG, которую я собираюсь описать в этом руководстве, предназначена для стали, в которой используется проволока медного цвета.
Бензобак
Предположим, что вы используете защитный газ со своим сварочным аппаратом MIG, за MIG будет бак с газом. Резервуар состоит либо из 100% аргона, либо из смеси CO2 и аргона. Этот газ защищает сварной шов по мере его образования. Без газа ваши сварные швы будут выглядеть коричневыми, забрызганными и в целом не очень красивыми. Откройте главный вентиль бака и убедитесь, что в баке есть немного газа.Ваши манометры должны показывать в резервуаре от 0 до 2500 фунтов на квадратный дюйм, а регулятор должен быть установлен в пределах от 15 до 25 фунтов на квадратный дюйм в зависимости от того, как вы хотите все настроить, и типа сварочной горелки, которую вы используете.
** Хорошее практическое правило — открывать все клапаны всех бензобаков в магазине всего на пол-оборота или около того. Полное открытие клапана не улучшает ваш поток, кроме как просто приоткрыть клапан, так как резервуар находится под очень большим давлением. Логика этого заключается в том, что если кому-то нужно быстро отключить подачу газа в аварийной ситуации, ему не нужно тратить время на то, чтобы повернуть полностью открытый клапан.Это может показаться не таким уж большим делом с аргоном или CO2, но когда вы работаете с горючими газами, такими как кислород или ацетилен, вы можете понять, почему это может пригодиться в случае чрезвычайной ситуации. **
Как только провод проходит через Ролики спускаются вниз по комплекту шлангов, которые ведут к сварочному пистолету. Шланги переносят заряженный электрод и газообразный аргон.
Сварочный пистолет
Сварочный пистолет — это бизнес-цель. На него будет направлено основное внимание во время процесса сварки.Пистолет состоит из спускового крючка, который регулирует подачу проволоки и подачу электричества. Проволока направляется сменным медным наконечником, который изготавливается для каждого конкретного сварщика. Наконечники различаются по размеру, чтобы подходить к проволоке любого диаметра, с которой вы свариваете. Скорее всего, эта часть сварщика уже будет настроена для вас. Снаружи наконечник пистолета покрыт керамической или металлической чашей, которая защищает электрод и направляет поток газа из наконечника пистолета. На фотографиях ниже вы можете увидеть небольшой кусок проволоки, торчащий из наконечника сварочного пистолета.
Зажим заземления
Зажим заземления является катодом (-) в цепи и замыкает цепь между сварочным аппаратом, сварочной горелкой и объектом. Он должен быть прикреплен непосредственно к свариваемой детали или к металлическому сварочному столу, как тот, что изображен ниже (у нас есть два сварщика, следовательно, два зажима, вам нужен только один зажим от сварщика, прикрепленный к вашей детали для сварки).
Зажим должен хорошо контактировать с свариваемой деталью, чтобы он работал, поэтому обязательно удалите ржавчину или краску, которые могут помешать его соединению с вашей работой.
Большой спор: трансформаторы или инверторы
Если вы хотите начать гражданскую войну в сварке, просто спросите группу сварщиков, что лучше: инвертор или трансформатор. Краткий ответ на этот вопрос: «Это зависит от обстоятельств». Однако длинный ответ — это оживленные дискуссии о плюсах, минусах и конкретных областях применения машин.
Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов.Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой в среде защитного металла ( SMAW) или сваркой штучной сваркой.
Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам из-за того, что она широко использовалась в стальном судостроении и танкостроении.Учтите, что перед сваркой сталь соединяли заклепками, ковкой и газовой сваркой. В течение 1920-х и 1930-х годов источники питания для дуговой сварки и трансформаторной сварки стали обычным явлением, и по мере роста энергосистемы росла и дуговая сварка. К концу Второй мировой войны США переживали бум сварки и производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки.
80-е годы ознаменовали собой новую эру технологий, в центре которой была электроника, что совпало с ростом популярности персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, что открыло новый мир возможностей. Как и в случае с большинством новых технологий, инверторные источники сварочного тока в 1990-е годы стали вызывать проблемы. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и влажности.Эти вопросы по-прежнему находятся в центре дискуссии о внедрении инверторов. Но к началу 2000-х годов эти устройства стали популярными благодаря своей универсальности и способности управлять дугой.
Где резина встречает дорогу
Итак, как именно трансформаторы и инверторы сочетаются друг с другом? Конечно, в настоящее время инверторы, безусловно, считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Давайте сравним.
Надежность. Это горячо обсуждаемый вопрос для тех, кто участвует в спорах между трансформатором и инвертором.В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам, чтобы создать надежные и прочные машины. Для сравнения, инверторные машины имели лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно утверждать, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что за последние годы разрыв между ними значительно сократился. Прошли те времена 90-х, когда отказы инверторов были кошмаром.
Универсальность. Было время, когда трансформаторная техника сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новую задачу в мире сварки. Если у вас есть какие-либо сомнения по этому поводу, подумайте о своем первом компьютере или мобильном телефоне и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов.Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете регулировать практически любую электрическую переменную, которую только можно вообразить с помощью программного обеспечения, чтобы обеспечить непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные машины. Преимущество инверторов в универсальности.
Качество дуги. Говоря о сварочных машинах, мы не можем игнорировать характеристики дуги и полученные сварные швы. Если вы относитесь к тому типу сварщика, который весь день, каждый день сваривает только низкоуглеродистую сталь, вам не нужно смотреть мимо трансформаторной машины.Однако мы живем в мире сварки, который требует идеальной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно сияют.
Поскольку инверторы можно запрограммировать на выполнение чего угодно, теперь мы видим, как усовершенствованная импульсная газовая дуговая сварка (GMAW), а также высококвалифицированная газовая дуговая сварка вольфрамовым электродом (GTAW). Перед нами открывается мир программного обеспечения и передовой электроники, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо.Я высоко оцениваю качество сварки и инновации в инверторных машинах, но я все же предпочитаю, чтобы для стали все было просто.
Стоимость. Последняя обычно обсуждаемая переменная — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, поскольку инверторы вошли в мир массового производства электроники. Инверторы начинают становиться дешевле, чем машины на базе трансформаторов, хотя они значительно сложнее.
Инверторный источник питания — один из важнейших в сварочной отрасли.
технологические достижения последних двух десятилетий. Но до этого сварка правила была
трансформаторными машинами. Итак, как они сравниваются? Есть ли еще место старому среди нового?
При рассмотрении стоимости машины обязательно учитывайте следующее:
- Первоначальная стоимость покупки. В настоящее время первоначальные инвестиции, вероятно, примерно равны.
- Power (потребление электроэнергии). Как правило, инверторы потребляют меньше электроэнергии, чем трансформаторы.
- Расходы на техническое обслуживание. По истечении гарантийного срока обслуживание инвертора обходится дороже, чем трансформатора.
- Затраты на простой. Это предмет обсуждения, потому что эти затраты действительно зависят от того, как используется машина. Определенные приложения и среды более проблематичны для инверторных машин и способствуют отказу машин или необходимости ремонта.Например, строжка с помощью инвертора, хотя и возможна, обычно не рекомендуется и создает значительную нагрузку на определенные компоненты инвертора, что может вызвать сбои. Грязная, пыльная и влажная среда также может стать причиной выхода из строя платы инвертора. Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они все же не так надежны, как трансформаторные машины для определенных применений.
- Стоимость сварных швов. Ведутся споры о том, реальны ли некоторые улучшения качества и производительности, приписываемые инверторным машинам.Например, многие утверждают, что пульсация повышает производительность, но другие утверждают, что пульсация может привести к недостатку плавления. Обе стороны дискуссии правдивы. Некоторые утверждают, что импульсная сварка в среде защитного газа может заменить GTAW, и, возможно, это верно для определенных приложений, но высококвалифицированный сварщик TIG по-прежнему является золотым стандартом для высококачественной сварки. Во многих случаях программное обеспечение и количество переменных, которые могут быть изменены с помощью инверторных машин, опережают общие знания в области сварки и способы наилучшего внедрения технологических улучшений.
Все сводится к тому, трансформаторные машины или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и многочисленных обсуждениях.
Инверторные сварочные аппараты сильно изменились за последние 15 лет. Их производительность и стоимость продолжают улучшаться, но это не означает, что нам нужно копать могилу для сварочных машин для трансформаторов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах.В конце концов, выбор за вами.
Фотографии любезно предоставлены Forney Industries, Fort Collins, Colo.
Как сваривать чугун: полное руководство (с изображениями)
0
Последнее обновление: 20 мая 2021 г.
Изображение предоставлено: CC0 Public Domain, Max Pixel
Это кошмар для любого владельца чугунного станка — расколоть или сломать жизненно важный литой компонент. Это может означать тысячи долларов на замену деталей или сотни долларов на наем специалиста по сварке чугуна.Можно выбрать любой вариант, но если вы знаете, как сваривать, и готовы овладеть новым навыком, сварка самостоятельно может решить вашу проблему так же легко.
Чугун — один из самых сложных материалов для сварки. Неправильное движение может еще больше испортить сломанную деталь или, что еще хуже, сделать сварной шов прочным, когда он внутренне слаб. Поэтому знание того, что вы делаете, как никогда важно. Следование набору рекомендаций должно гарантировать, что ваши сварные швы не имеют трещин и что внутренняя прочность достаточна, чтобы выдержать назначение компонента.
Определение типа чугуна
Первым шагом в этом виде сварки является определение типа чугуна. Существует множество типов, и большинство из них вам не захочется сваривать. Вот список их свариваемости:
Серый чугун: Сваривается с трудом.
Белый чугун: Почти несвариваемый.
Ковкий чугун: Сваривается, но редко, так как это длительный и медленный процесс.
Ковкий чугун: Не сваривается, так как сварка изменяет свойства металла, делая его бесполезным.
Лучший способ узнать, какой тип чугуна нуждается в сварке, — это проконсультироваться с руководством по продукту или связаться с производителем, если это не указано на материале. Свежие трещины в материале выглядят немного иначе, но если у вас нет опыта в их определении, стоит узнать об этом у производителя.
Серый чугун — это наиболее распространенный тип сварного чугуна, и это должен быть единственный чугун, который вы пытаетесь плавить, если у вас нет опыта в литье или сварке.Еще один хороший вариант — попросить кого-нибудь из опытных помощников.
Выберите процесс сварки
После того, как вы определили, что материал представляет собой серый чугун, следующим шагом будет выбор процесса его сварки. Вы можете сваривать чугун при любом процессе сварки, при условии использования правильного присадочного материала и правильной процедуры сварки. Это в первую очередь основано на личных предпочтениях, но следует учитывать несколько факторов.
Если вы свариваете обработанную поверхность, лучшим вариантом будет сварка TIG.Брызги от MIG или электродной сварки могут излишне повредить несвариваемые части обработанной поверхности. Сварка TIG не должна вызывать проблем с разбрызгиванием.
Кислородно-ацетиленовая сварка — еще один вариант, часто используемый для сварки чугуна. Это хороший вариант минимизировать чрезмерный нагрев и охлаждение в процессе электросварки, и с его помощью легче поддерживать температуру компонентов.
Пайка — это не совсем сварка, поскольку она не расплавляет металл, как сварной шов.Однако это хороший вариант, если по какой-то причине у вас возникли проблемы со сваркой. Убедитесь, что поверхности, к которым будет прилипать пайка, хорошо очищены, так как они не прилипают к грязному или ржавому железу.
Ручная сварка и сварка MIG — желательные варианты с подходящими расходными материалами. Использование неподходящего присадочного металла, скорее всего, вызовет трещины, поэтому убедитесь, что вы знаете, что это правильный выбор для сварки чугуна.
Изображение предоставлено: летчик 1-го класса Дэвид Берналь Дель Агуа, база ВВС Маконнелл
Выберите присадочную проволоку или электрод
Существует лишь небольшой ассортимент присадочной проволоки и электродов, которые позволяют правильно сваривать чугун.Большинство имеющихся в наличии, которые не были разработаны специально для чугуна, слишком быстро остывают и вызывают трещины от напряжения или не плавятся должным образом с чугуном.
Расходные материалы для электродов и проволоки
Высокое содержание никеля: это лучший тип электрода или проволоки, поскольку он мягкий и поддается механической обработке. Он не остывает слишком быстро и выглядит как чугун. Однако это самые дорогие расходные материалы и не подходят для сварки толстых профилей.
Смесь 55% никеля, 45% железа: это более доступная цена, и при сварке она выглядит так же, как чугун.Он дает сварной шов, который поддается механической обработке, хотя он намного тверже, чем сварка с использованием 99% никеля. У него намного меньшая усадка сварного шва, чем у большинства железных прутков, что сводит к минимуму образование трещин.
Железо: этот тип стоит меньше и дает сварной шов другого цвета, чем чугун. Его гораздо сложнее использовать, так как он имеет более высокие усадочные свойства. Он также не поддается механической обработке, поскольку он затвердевает в процессе сварки, но его можно отшлифовать.
Нержавеющая сталь: чугун, сплавленный с аустенитной нержавеющей сталью, не затвердевает и не меняет так сильно свои свойства с расходными материалами из железа.Нержавеющая сталь значительно расширяется и сжимается во время нагрева и охлаждения в процессе сварки, поэтому ее сложно использовать. Однако он используется для сварки чугуна и дает обрабатываемую поверхность.
Пайка бронзы: Вы можете паять ацетилен-кислородную пайку или использовать стержни с аппаратом для сварки TIG. Это хороший способ обеспечить прочную фиксацию в трещине или между двумя компонентами, требующими соединения, при этом не вызывая растрескивания и изменения свойств чугуна.
Очистка и упрочнение сварных поверхностей
Как и в большинстве случаев сварки, чем чище поверхность, тем лучше будут сварные швы.Иногда в сварочном материале на протяжении всей отливки остаются пары или масло, и это может вызвать проблемы при сварке.
Использование сварочных материалов, таких как прутки из сплава для сварки чугуна MG-289, которые предназначены для загрязненного чугуна, является лучшим способом обеспечить достаточное количество сварного шва.
Упрочнение — это процесс постукивания по мягкому сварному шву по мере его охлаждения с помощью молотка с ударной головкой для предотвращения растрескивания. Это следует делать с осторожностью и только тогда, когда сварной шов может деформироваться, но это не всегда необходимо, поскольку причиной трещин в первую очередь является нерегулярный или быстрый нагрев или охлаждение детали.Предварительный нагрев и медленное охлаждение вашего проекта — вот что самое важное.
Изображение предоставлено 6782865, Pixabay
Предварительный нагрев или холодная сварка?
Существует несколько разных мнений о том, следует ли сваривать горячую или холодную. Все согласны с тем, что предварительный нагрев — это хороший вариант, но некоторые люди считают, что сварки с минимальным нагревом также достаточно.
Необходимо использовать один из этих подходов, потому что в отличие от большинства металлов чугун хрупкий и имеет минимальную способность деформироваться при изгибе, расширении и сжатии.Тепло всегда оказывает деформирующее действие на металл, и если одна часть металла нагревается или остывает быстрее, чем другая, в чугуне или сварном шве возникают напряжения и растрескивание.
Предварительный нагрев сводит к минимуму этот эффект, приближая окружающую область сварного шва к температуре сварки, в результате чего весь компонент изменяется равномерно. Чугун меняет характеристики при температуре более 1400 градусов по Фаренгейту, поэтому крайне важно не перегревать компонент.
Считается, что холодная сварка чугуна без предварительного нагрева и с минимальным использованием тепла поможет в этом за счет снижения общей температуры.Это может быть полезно, так как не образуются видимые трещины, и это будет более прочный сварной шов, чем горячая сварка без предварительного нагрева. Однако внутреннее напряжение все же возникает, что может проявиться позже в течение срока службы компонента, и в целом это дает более слабый сварной шов, чем надлежащий предварительный нагрев перед сваркой.
Опытные сварщики чугуна, которые регулярно ремонтируют или производят изделия из чугуна, всегда и только предварительно нагревают. Это лучший способ обеспечить прочность сварного шва изнутри, а не только отсутствие видимых трещин.
Остывать медленно
Одним из важнейших этапов сварки чугуна является процесс охлаждения. Ни в коем случае нельзя закаливать сварной шов чем-либо холодным, например водой или сжатым воздухом. Вместо этого, чем медленнее остывает весь компонент, тем лучше.
Некоторые сварные швы охлаждаются в течение многих дней, но серый чугун не так важен. Поместите сваренную деталь в песок или в теплую духовку, чтобы помочь ей медленно остыть и более равномерно, чем если бы она лежала на скамейке. Иногда добиться этого бывает сложнее, и вы все равно можете получить качественный сварной шов, не увеличивая чрезмерно время охлаждения.Однако чем медленнее он остывает, тем лучше результат.
Заключение
Сварка чугуна — задача не из легких. Он требует значительно большей подготовки и осторожности в процессе сварки и охлаждения. Однако это металл, который обычно сваривают, и из него можно получить прочный компонент, который прослужит так же хорошо, как и литое изделие без сварных швов.
Обязательно выполните все необходимые шаги, и вы получите результаты, необходимые для вашего следующего проекта по производству чугуна.Если вы сделаете короткие разрезы, сварной шов, скорее всего, потрескается или станет слабым изнутри и может длиться недолго.
Мы надеемся, что вам понравится успешно сваривать чугун с помощью этого руководства. Не стесняйтесь оставлять нам свои комментарии ниже в нашем разделе комментариев.
Источники
Введение в сварку Tig — Галерея технических фотографий и изображений
Фото 1/24 | tig Сварка tig Сварка | Введение в сварку Tig — Технология
Фото 2/24 | tig Сварка tig Сварка | Введение в сварку Tig — Технология
Фото 3/24 | tig Сварка tig Сварка | 1.Определение сварки TIG
При сварке вольфрамовым электродом в среде инертного газа (TIG) используется неплавящийся вольфрамовый электрод. Присадочный металл добавляется вручную или с помощью устройства подачи холодной проволоки, в то время как инертный газ защищает сварной шов и неплавящийся вольфрам.
Фото 4/24 | tig Сварка сварка | 2. Преимущества процесса сварки TIG
— Высокое качество и точность сварки
— Точечный контроль
— Эстетичный сварной шов
— Отсутствие искр или брызг при сварке
— Отсутствие флюса или шлака
— Возможность сваривать больше металлов и сплавов
Фото 5/24 | Установка сварочной системы tig | 3.Установка системы TIG-сварки
Сначала установка для сварки TIG может показаться немного более сложной, чем установка для обычной сварки в среде инертного газа (MIG), но это потому, что это так. Но если вы разбираетесь в машине, все не так уж и плохо.
Фото 6/24 | tig Основы источника питания для сварки | 4. Основные сведения об источнике питания
Определена стандартная схема источника питания.Фото 7/24 | tig Сварочные инверторные источники питания | Инверторные источники питания
Фото 8/24 | Сварочный инвертор tig Преимущества | 6.Преимущества инвертора
-Размер и вес
-Электрическая универсальность
-Формирование дуги
-Управление процессом
Фото 9/24 | tig сварочный размер и вес | 7. Размер и вес
Как показано здесь, инвертор значительно уменьшает размер и вес аппарата TIG.
Фото 10/24 | tig Сварочный ток и полярность | 8.Характеристики тока и полярности
Фото 11/24 | tig Сварка сварка Алюминий | 9. Проблема при сварке алюминия заключается в высокой температуре плавления слоя оксида алюминия.
Фото 12/24 | tig Зона перехода нулевой точки сварки | 10.Зона перехода через ноль
Процент времени, проведенного в «зоне перехода через ноль», влияет на качество сварочной дуги.
Фото 13/24 | tig Сварочные весы Ac Wave | 11. Balance AC Wave
Вот посмотрите на сварной шов со сбалансированной волной переменного тока. Он сбалансирован с точки зрения очистки и проникновения.Фото 14/24 | tig Контроль сварочного баланса | 12. Balance Control
Здесь вы можете увидеть разницу в сварных швах между максимальной очисткой и максимальным проплавлением.
Фото 15/24 | tig Передовая сварка Squarewave | 13.Advanced Squarewave
Внедрение технологии Squarewave выводит на рынок новый уровень производительности сварки TIG.
Фото 16/24 | tig Welding Extended Balance Control | 14. Расширенное управление балансом
Управляет степенью очистки от дуги и шириной зоны травления дуги вокруг сварного шва.Фото 17/24 | tig Сварка 60 Гц | 15. Регулировка частоты при 60 Гц
При 60 Гц вы можете видеть, что валик не совсем проникает в толстый алюминий.
Фото 18/24 | tig Сварка 200 Гц | 16.Регулировка частоты при 200 Гц
При 200 Гц валик намного плотнее и проникает в более толстый металл.
Фото 19/24 | tig Сварка переменного тока с регулировкой частоты | 17. Регулировка частоты переменного тока
Частота переменного тока регулирует ширину дугового конуса.
Фото 20/24 | tig Сварочная дуга Возможности формирования дуги | 18.Возможности формирования дуги
Возможности формирования дуги улучшены за счет улучшенного управления балансом. Слева изображен вольфрам со скругленным концом из-за большего времени, проведенного в положительной части цикла электрода (EP), что обеспечивает более мелкое проникновение. Справа изображен вольфрам с острым концом из-за того, что в отрицательной части цикла электрода (EN) проводится больше времени, что создает более глубокое проникновение и обеспечивает более высокие скорости движения.
Фото 21/24 | tig Контроль силы тока при сварке | 19.Независимый контроль силы тока
Фото 22/24 | tig Выбор формы волны сварки | 20. Выбор формы волны переменного тока
Вверху находится расширенный квадрат (ASQ), который создает быстрые переходы для агрессивной дуги с хорошим контролем направления. Внизу показан мягкий квадрат (SSQ), который имеет менее агрессивную дугу для улучшенного контроля луж и действия смачивания.Фото 23/24 | tig Выбор формы волны сварки | 21. Выбор формы волны переменного тока
Вверху находится синусоидальная волна, для которой предусмотрена возможность выбора мягкой дуги для имитации традиционной технологии переменного тока. Внизу изображена треугольная волна, которая обеспечивает быстрое смачивание с минимальным тепловложением, а также может уменьшить искажения.Хотя на высоких частотах дуга может стать копающей и агрессивной.
Фото 24/24 | tig Welding tungsten Prep | 22. Правильная подготовка вольфрама
Вам нужно измельчить вольфрам прямо на круге, чтобы обеспечить наилучшую подготовку, или всегда используйте подходящую шлифовальную машину для вольфрама.
Майк Александр
709 статей
Статьи по теме
Присоединяйтесь к нам БЕСПЛАТНО
Подпишитесь сегодня на нашу БЕСПЛАТНУЮ рассылку новостей и получайте последние статьи и новости прямо на почту.
ПРИСОЕДИНЯЙТЕСЬ СЕГОДНЯ
The Miller® Welding Smart Shop
Shop Miller Welding / ITW категории сварки
Выберите правильный сварочный аппарат Miller
Miller Welding: Какой сварочный аппарат MIG или многопроцессорный сварочный аппарат лучше всего подходит для вашего дома или магазина?
Правильное выполнение работы начинается с наличия подходящего сварочного аппарата.Miller Welding упрощает это. Посмотрите видео, чтобы узнать, какой сварочный аппарат Miller подходит вам.
Учебные ресурсы Miller Welding
Чем больше вы знаете, тем лучше ваши сварные швы
Сварка — это не то, что нужно освоить за день или два, это процесс на всю жизнь.Будьте в курсе последних событий, посетив Учебный центр Miller Welding и видео-библиотеку Miller Welding, где вы найдете советы, тенденции и другую полезную информацию о сварочной продукции Miller и о том, как их лучше всего использовать.
Посетите Учебный центр Miller Welding
Посетите видеотеку Miller Welding
Магазин сварочной продукции Miller
Miller Millermatic 252 Сварочный аппарат MIG
Сварочный аппарат с приводом от двигателя Miller Bobcat ™ 250
Miller Millermatic 211 Сварочный аппарат MIG
.045-дюймовая сварочная проволока для труб из углеродистой стали с металлическим сердечником HOBART
Сопло Bernard ™ серии 5/8 «Bore Centerfire ™
1/8 «X 14» E7018 h5 R Электрод из углеродистой стали Hobart 418
Сварочная маска Miller Digital Elite ™, черная с переменными оттенками 3, 5 — 13 Технология линз ClearLight ™
Miller Maxstar 161 Сварочный аппарат TIG
Miller XMT 350 Универсальный сварочный аппарат
HOBART FabCO 86R Защитный газовый металлический сердечник из углеродистой стали трубчатый сварочный провод
Tregaskiss ™
Сопло
Большие синие и черные перчатки Miller Premium из свиной кожи и разделенной воловьей кожи без подкладки для сварщиков MIG / Stick
Сопло Bernard ™ модели NS-5818C Centerfire ™
.052 «E71T-1C Excel-Arc ™ 71 Сварочная проволока для труб из углеродистой стали с сердечником из газозащитного флюса
Контактный наконечник Bernard ™ 0,045 «X 1,5» Centerfire ™ серии T
Tregaskiss ™
.045 «Контактный наконечник
Пистолет Bernard ™, 300 А, BTB MIG
Форсунка Bernard ™ 5/8 «с отверстием Quik Tip ™ серии 1
Tregaskiss ™
Anti-Spatter
Tregaskiss ™
.045 «Контактный наконечник
Miller Weldcraft
W-250 Комплект горелки TIG на 250 А
Weldcraft 150 Amp
Пакет гибкой горелки TIG A-150 с воздушным охлаждением
Комплект горелки Weldcraft Crafter ™
W-310 3TIG
Корпус ручной горелки TIG с воздушным охлаждением на 150 А Weldcraft
Комплект горелки Weldcraft W-225 Modular 225 A TIG
Miller Weld-Mask ™ Черно-синий сварочный шлем с 1.8 «X 2» переменных оттенков 5–13 Линза с автоматическим затемнением
Miller XMT 350 CC / CV Трехфазный многопроцессорный сварочный аппарат
Miller Multimatic 215 Многофункциональный сварочный аппарат CC / CV, однофазный, 120 В,
Узнайте, что еще предлагает семейство сварочных аппаратов ITW
Получите максимальную отдачу от своей машины Miller, сочетая ее с другими замечательными продуктами, такими как присадочные материалы Hobart ® , пистолеты Bernard ® MIG и многое другое.